
浏览数量: 200 作者: 本站编辑 发布时间: 2023-08-21 来源: 本站
MIM流程的关键步骤如下:
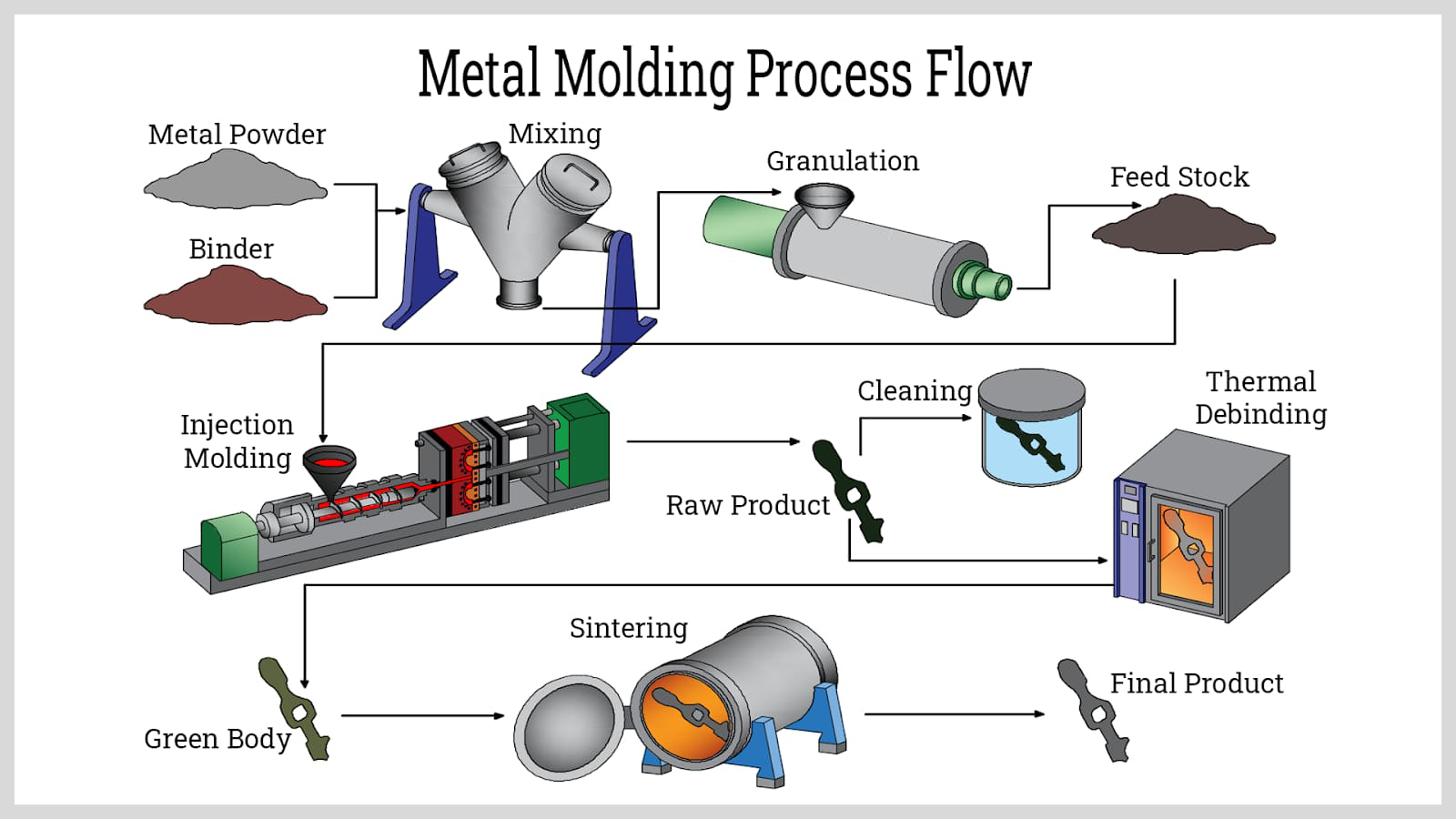
第 1 步:原料混合和造粒
非常细的金属粉末与热塑性塑料和蜡粘合剂按照精确的配方结合在一起。专有的复合工艺可产生均质的颗粒状原料,可以像塑料一样进行注塑成型。这在高产量运行中实现了超高密度和紧密公差。造粒后,金属混合物(原料)变得粘稠,现在可以在注塑过程中进行加工。
第2步:成型
下一步是在传统注塑机中成型零件。原料颗粒通过重力从料斗送入机器的机筒,其中加热器熔化粘合剂,使原料达到牙膏的稠度。往复螺杆迫使材料通过称为浇口的开口进入由两部分组成的模具。冷却后,零件从模具中弹出,其高度复杂的几何形状完全成型。一旦组件被弹出,它就被称为“绿色零件”。如有必要,在成型过程中不可行的附加设计特征(例如底切或交叉孔)可以在此阶段通过机械加工或其他二次加工轻松添加手术。
第三步:脱脂
然后,“绿色部件”经过一个称为脱脂的受控过程,去除粘合剂并为最终步骤准备部件。此步骤是去除大部分粘合剂,仅留下足以充当保持零件尺寸和几何形状完整完整的骨架的粘合剂。该过程通常称为“脱脂”,可以通过化学方式(催化脱脂)或热力进行,在某些情况下可能涉及溶剂浴作为初始步骤。脱脂方法的选择取决于所加工的材料、所需的物理和冶金性能以及化学成分。脱脂后,该部件被称为“棕色部件”。
第四步:烧结
为了用“棕体”制造出具有所需几何和机械性能的精密模制零件,必须在高温下对其进行烧结。“棕色部分”由少量粘合剂粘合在一起,仍然很脆弱。在烧结过程中,温度达到接近材料的熔点。剩余的粘合剂在该循环的早期被去除,随后随着零件各向同性收缩至其设计尺寸并转变为致密固体,孔被消除并金属颗粒熔化。烧结密度约为理论值的98%。最终结果是一种净形状或近净形状的金属部件,其特性与棒料加工而成的部件相似。当然,如有必要,可以对零件进行后烧结操作,例如精压、机械加工、热处理、涂层等,以实现更严格的公差或增强的性能。





















